SBM supplies crushers for bauxite. This paper explains principles, key parameters and field data. It helps engineers choose, operate and maintain crushers for alumina feed.

Bauxite is the main ore for alumina. It needs staged comminution. Primary jaw then secondary cone or impact are typical. Therefore the crusher train drives recovery and cost. Furthermore local logistics and climate affect plant layout.
Jaw crushing unit compresses infeed between stationary and moving jaws. Cone crushing unit compresses between mantle and concave. Impact crushing units strike rock with hammers. Each type has typical reduction ranges and attrition patterns. For example; cone units rely on eccentric motion to produce crushing cycles. Therefore chamber choosing changes output shape and gradation.
Parameters include reduction ratio, CSS/OSS, chamber profile, eccentric speed, and drive power. CSS is the smallest gap and sets output size. OSS equals CSS plus throw. Adjusting CSS alters throughput, gradation and power draw. Typical reduction: jaw 3–8:1, cone 4–8:1, impact up to 12:1. Drive choosing must match peak torque and duty. For CSS definition and measurement see standard practice.
Jaw structure includes eccentric shaft, toggle and wear liners. Cone has main shaft, mantle and eccentric assembly. Drives use electric drives with gearboxes. VFDs allow speed control and softer start. Proper lubrication; seals and monitoring reduce failures. Additionally remote monitoring helps condition based upkeep.
Infeed to primary: 100–800 mm. Primary output: 40–150 mm. Secondary output: 5–50 mm. Throughput: 50–1,500 t/h for jaws; 100–2,100 t/h for cones. Power: roughly 0.6–2.5 kWh/t. Upkeep cycles: minor checks 250–1,000 h; overhaul ∼10,000 h. These ranges align with industry handbooks and manufacturer data.
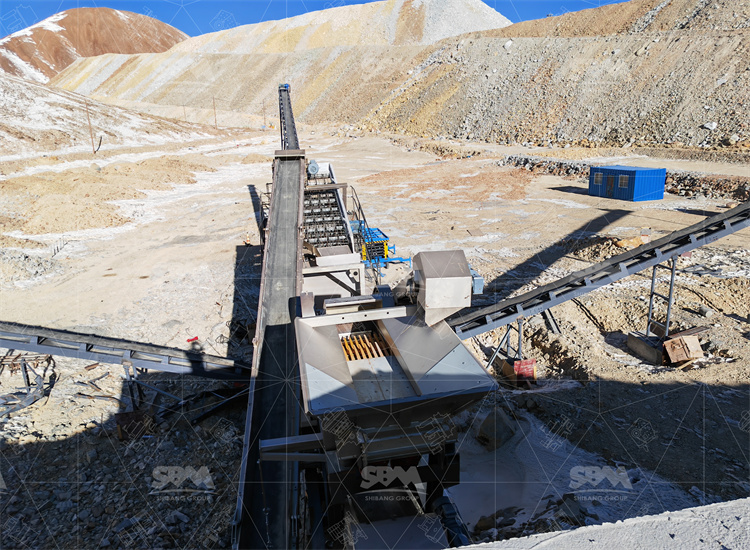
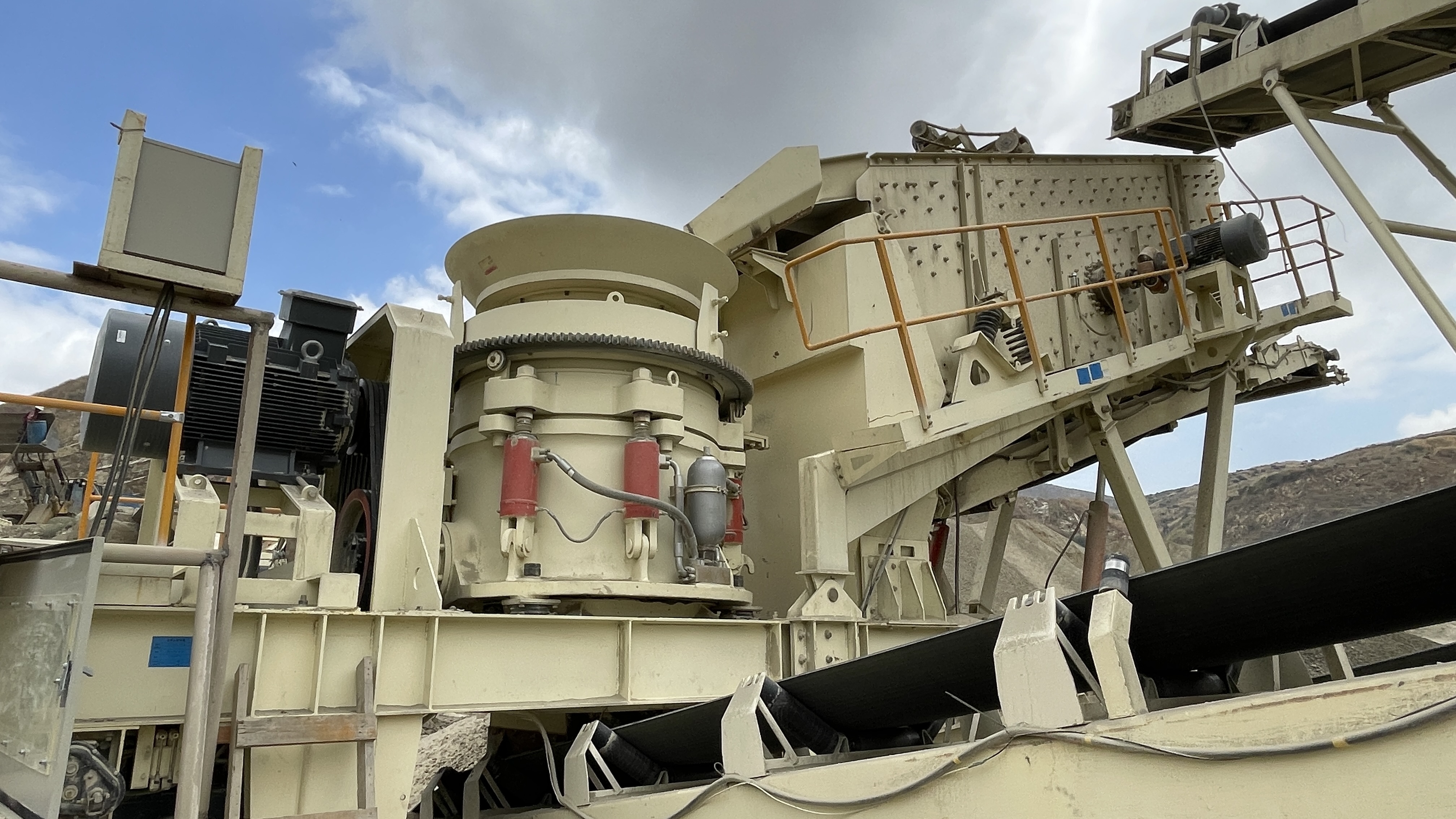
Typical 500 t/h facility: SBM jaw crushing unit, apron feeder, vibrating grizzly, SBM cone crushing unit, vibrating screens, conveyors, dust suppression, control panel, sampler. Spare kit includes wear liners, mantles, bearings and coupling spares.
Infeed 600 mm, moisture 8%. Facility: SBM JC1200 + CS200. Throughput 520 t/h. Output 0–40 mm at 85% passing. Power 1.1 kWh/t. Wear-life 1,200 h. Upkeep: liners weekly; bearings daily. Outcome: stable runs in humid climate. Data collected on vibration and power confirmed steady state after 14 days.
Infeed 450 mm, moisture 6%. Facility: SBM JC1000 + CS150. Throughput 320 t/h. Output 0–25 mm. Power 1.6 kWh/t. Runs: 28 days between major services. Dust control: sprays and enclosures; result: predictable availability. The facility reduced downtime by 18% after adding automatic lubrication.
| Item | Value | Note |
|---|---|---|
| Throughput | 500 t/h | Design target |
| Infeed Size | 0-600 mm | Max |
| Output | 0-40 mm | 85% passing |
Step 1: profile ore hardness and abrasiveness. Step 2: set output specification. Step 3: choose reduction ratio per phase. Step 4: choose CSS and chamber. Step 5: size drive with 15–25% safety margin. For power, use P ≈ Q × SE where SE is specific energy. For practical design, validate with pilot crushing and adjust CSS to meet gradation.

Prepare foundations and anchors. Align drives and belts. Commission empty then step-feed. Tune CSS and speed while watching power and vibration. Train operators on daily checks and emergency stop. Finally record baseline KPIs for future benchmarking.
Daily: lubrication, infeed balance, belt tension. Weekly: wear liner measure, grizzly check. Monthly: record power, throughput and attrition. Replace wear liners at ~50% thickness. Keep a spare parts strategy. Additionally use condition monitoring to extend life and reduce costs.
Blockages, high vibration, and uneven infeed occur. Actions: adjust feeder, measure CSS, inspect lubrication, clean chutes. Install anti-blockage devices and use sensors for early warning. Preventive care reduces downtime and parts cost.
If infeed >600 mm, select primary jaw. If ore is abrasive and hard, prefer cone. If friable, consider impact. If fines must be low, use staged compression. Also weigh facility footprint, power and dust rules.
Power use depends on hardness and circuit. Typically lower grade bauxite needs less power. Conversely hard, gibbsite rich ore draws more power. Attrition relates to abrasiveness and CSS. For example; increasing CSS reduces power but raises product size. Also reducing CSS increases fines and attrition. Track kWh per tonne weekly and correlate with wear change.
Install sensors for vibration, temperature and power. Use PLC and cloud logging. Then analyze trends monthly. Predictive alerts reduce unexpected stops. Moreover digital records help optimize CSS and wear liners. Consequently life cycle costs fall and uptime rises.
Capital varies by scope and options. Operating cost drivers are power, wear parts, and labor. Higher uptime shortens payback. Typical ROI ranges from 18 to 48 months. SBM offers modular packages to shorten commissioning. Finally include spare kit and training in the budget.

SBM follows ISO 9001 quality management and issues Factory Acceptance Test reports. Field teams collect power, vibration and attrition data. Clients receive documented KPI traces for acceptance. Our methods follow established engineering practice.
Field teams report that steady infeed and correct CSS cut attrition by 12%. Also simple fixes like improved chutes reduce blockage. Therefore small investments yield large gains.
Q1:What CSS range should be used to maximize throughput while controlling fines in a bauxite crushing circuit? A: For a primary jaw, set CSS between 40–120 mm depending on feed and product targets. For secondary cone stages, aim 8–25 mm CSS to meet 5–40 mm product sizes. Use the largest CSS that still meets gradation. Monitor tons/hour, power draw and %fines. Adjust CSS in small steps and log results.
Q2:How should wear liner life be monitored, and when should liners be replaced? A: Measure liner thickness at fixed points weekly. Use calipers or ultrasonic gauges. Log wear rate and correlate with throughput. Replace liners when remaining thickness hits about 40–55% of original, or when power rises by >8–10%, product gradation shifts, or vibration increases. Keep critical spares on site and follow a documented swap schedule.
Q3:How should high-moisture bauxite be handled to prevent packing and maintain crusher performance? A: Remove fines and water before crushing. Use dewatering screens, trommels, or belt presses. Keep hopper angles steep and fit anti-pack liners. Use vibratory feeders and controlled feed rates. If needed, add air drying or low-temperature dryers. Target moisture below ~10–12% for stable crushing, and monitor for blinding and bridging.
Staged crushing with SBM jaw and cone crushing units gives reliable, predictable bauxite sizing. Follow selection steps, control CSS, and keep disciplined upkeep. This reduces risk and improves returns. Choose SBM for integrated delivery and documented performance.
Whatsapp:+8617329420102
Email: [email protected]
Address: No. 1688, Gaoke East Road, Pudong new district, Shanghai, China.
Online Service : Get Price









We value your feedback! Please complete the form below so that we can tailor our services to your specific needs.
