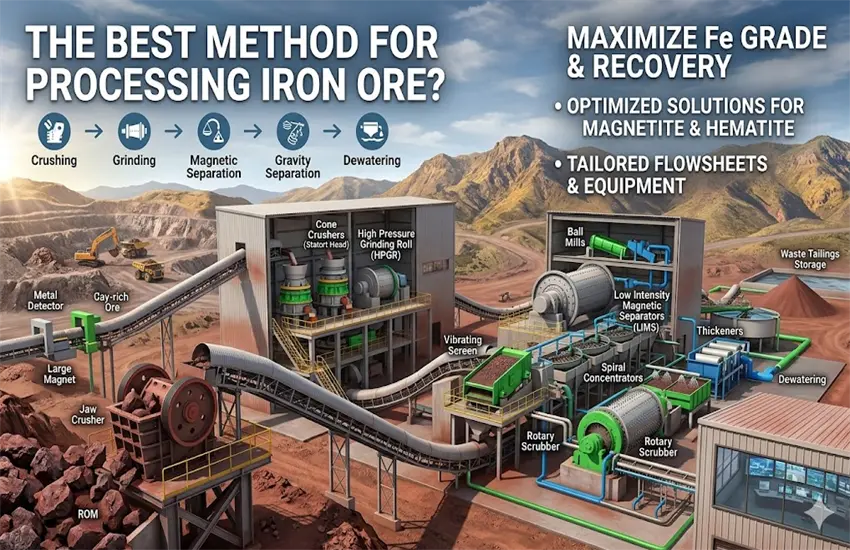
Iron ore processing turns raw rock into usable material for steel production. The right method depends on ore grade, mineralogy, and target product specs. Choosing the wrong approach wastes energy and cuts profit margins fast.
Iron ore processing covers every step from run-of-mine rock to a concentrated product. The main goal is to raise the iron content (Fe%) while removing gangue minerals like silica, alumina, and phosphorus.
Most ore deposits contain magnetite (Fe₃O₄) or hematite (Fe₂O₃). Magnetite responds well to magnetic separation. Hematite needs flotation or gravity methods. Knowing your ore type is the first decision point before any equipment is selected.
A typical iron ore plant runs through four main stages. Each stage has a clear job to do.
Skipping or undersizing any stage creates downstream bottlenecks. For example, poor crushing increases grinding energy by 15–30% per tonne.
Equipment selection starts with hard numbers. The parameters below drive every sizing decision.
| Parameter | Typical Range | Why It Matters |
|---|---|---|
| Feed size (primary crusher) | 300–1,000 mm | Sets crusher model and gape dimension |
| Crushing ratio | 4:1 to 8:1 per stage | Controls fines generation and energy draw |
| CSS (closed side setting) | 10–50 mm (secondary) | Determines product top size |
| Grinding fineness (P80) | 75–150 µm | Liberation size for iron minerals |
| Magnetic field intensity (LIMS) | 800–1,600 Gauss | Recovery rate for magnetite |
| Concentrate Fe grade | 63–68% | Meets blast furnace or pellet plant feed spec |
| Specific energy (grinding) | 7–20 kWh/t | Main operating cost driver |
These figures align with data published in Minerals Engineering journal and SME Mineral Processing Handbook. Your actual numbers depend on ore hardness (Bond Work Index, BWI) and target recovery.
No single method works for every deposit. The table below maps ore type to the best processing route so you can narrow your options quickly.
| Ore Type | Fe Content | Recommended Method | Achievable Grade | Recovery Rate |
|---|---|---|---|---|
| Magnetite (hard) | 25–40% | Crush → Ball Mill → LIMS | 65–68% Fe | 80–90% |
| Hematite (medium) | 45–58% | Crush → Scrub → Gravity/WHIMS | 62–65% Fe | 75–85% |
| Limonite (soft, clayey) | 35–50% | Washing → WHIMS → Flotation | 60–63% Fe | 70–80% |
| Mixed ore (complex) | 30–50% | Stage crush → Regrind → Combined separation | 62–66% Fe | 72–84% |
LIMS = Low Intensity Magnetic Separator, used for magnetite. WHIMS = Wet High Intensity Magnetic Separator, needed for weakly magnetic hematite. Gravity methods (jigs, spirals) suit coarser liberation sizes above 0.15 mm.
Crushing normally runs in two or three stages. Each stage uses different equipment for good reason.
| Stage | Equipment Type | Feed Size | Output Size | Best For |
|---|---|---|---|---|
| Primary | Jaw Crusher | Up to 1,000 mm | 150–300 mm | Hard, abrasive ROM ore |
| Primary (high capacity) | Gyratory Crusher | Up to 1,500 mm | 100–200 mm | Large mines above 2,000 tph |
| Secondary | Cone Crusher (standard) | 100–300 mm | 25–60 mm | Medium to hard ore, cubical product |
| Tertiary | Cone Crusher (short head) | 25–60 mm | 6–20 mm | Fine crushing before AG/SAG or ball mill |
| Fine/Ultra-fine | HPGR (High Pressure Grinding Roll) | 25–45 mm | 3–8 mm | Pre-weakening before ball mill; saves 10–20% energy |
HPGR creates micro-cracks inside particles. This micro-cracking improves downstream grinding efficiency, so the ball mill draws less power per tonne. It is a smart choice when energy cost is high or ore is very hard (BWI above 14 kWh/t).
Low recovery is often traced back to liberation size. If grinding stops too coarse, iron minerals stay locked inside gangue particles. The separator then loses them to the tailings stream.
Run a liberation analysis (MLA or QEMSCAN) on your current grind product. If locked particles exceed 15% at your operating P80, drop the grind size by 20–30 µm increments. Each step improves recovery 2–4 percentage points on average, based on published plant data from Australian magnetite operations.
Also check magnetic field intensity. Running LIMS at too low a Gauss setting (below 800) misses weakly magnetized particles. Raise the drum speed or field strength and recheck concentrate grade versus recovery trade-off.
Unplanned crusher stops almost always trace back to three causes: tramp metal entering the feed, operating above nameplate CSS, or worn liner profiles that are not changed on schedule.
Install a reliable metal detector and magnet system on the feed conveyor. This one step prevents the majority of sudden stops in hard-rock iron ore plants. Set a CSS that gives you 10–15% buffer below the liner wear limit — do not run to complete wear-out.
Liner change intervals depend on ore abrasion index (Ai). For iron ore with Ai above 0.4, Mn18Cr2 manganese liners typically last 600–900 operating hours. Track wear with profile gauges monthly. Replace at 70% wear-out, not 100%, to protect the bowl and head assemblies.
Low-grade ore (below 35% Fe) is a challenge but not a dead end. The key is to spend less energy on barren rock. Pre-concentration steps remove 30–50% of feed mass before grinding — the most expensive stage.
Dry magnetic separation (DMS) on crushed product above 3 mm rejects low-iron particles early. This reduces ball mill feed tonnage and cuts specific energy consumption by 12–18 kWh per tonne of final concentrate. The removed waste goes direct to tailings without water use — a benefit in arid regions.
Sensor-based ore sorting is a newer option. X-ray transmission (XRT) or near-infrared sensors reject waste rocks particle by particle at 1–150 mm sizes. Recovery of iron units exceeds 92% in pilot-scale tests on Australian hematite.
High-moisture ore (above 8%) plugs chutes, sticks to conveyors, and blinds screens. This disrupts the entire feed flow. Plants in tropical regions, such as West Africa and Southeast Asia, deal with this every rainy season.
Solutions depend on feed size. For coarse ore above 50 mm, grizzly feeders with wide bar spacing and vibration reduce hang-ups. For fine ore below 20 mm, rotary scrubbers break up clay-rich material and wash the fines before screening. Adding wash water (0.3–0.5 m³ per tonne feed) in the scrubber improves downstream screen efficiency by 20–35%.
Covered stockpile and enclosed conveyor galleries keep moisture gain low before primary crushing. This is simple but reduces handling problems more than any equipment change alone.
A 3.0 Mtpa magnetite operation in Inner Mongolia processed ore with a BWI of 16.2 kWh/t and a feed grade of 28.4% Fe. Climate: extreme cold, down to −38°C in winter.
The circuit used a jaw crusher (feed 800 mm, CSS 150 mm), two-stage cone crushing to 12 mm, then an HPGR at 25 mm feed. Ball mill P80 was set at 85 µm. Three-stage LIMS produced a 66.1% Fe concentrate at 82.3% recovery.
The plant manager noted that the HPGR addition in year two cut ball mill power draw by 1,100 kW at the same throughput. The maintenance team appreciated the hydraulic tramp release system on the cone crushers — it cleared blockages without manual entry into the crushing chamber.
A 1.5 Mtpa hematite deposit in Guinea had a surface ore grade of 52% Fe but high clay content (15% minus 0.075 mm fraction). Annual rainfall exceeded 4,000 mm. Direct dry crushing was not practical.
The plant used a primary jaw crusher, a rotary scrubber (drum diameter 2.4 m, retention time 4 minutes), vibrating screens at 8 mm and 1 mm, and a spiral concentrator bank for the 0.075–1 mm fraction. WHIMS handled minus 0.075 mm slimes.
The site production supervisor said the spiral concentrators were easy to adjust during the rainy season when feed grade varied. No reagents were needed for the gravity section, which kept operating costs low and simplified environmental compliance.
Processing costs for iron ore range from $4 to $18 per tonne of concentrate depending on ore hardness, circuit complexity, and energy prices. Magnetite processing is costlier than hematite because it needs more grinding and magnetic stages.
The largest cost items are grinding media (steel balls), liner wear parts, and electricity. Together these three can account for 60–70% of processing opex. Reducing ball mill specific energy by 1 kWh/t at a 3 Mtpa plant saves roughly $900,000 per year at $0.10/kWh power cost.
Capital payback for a complete iron ore beneficiation plant typically runs 3–6 years at current iron ore prices. Pre-concentration circuits (DMS or ore sorting) often pay back in 18–30 months because they reduce downstream capex needs at the same time.
Equipment installation quality directly affects long-term plant performance. Foundation design must match equipment vibration loads — this is especially true for cone crushers and ball mills. Under-designed foundations cause alignment drift within 6–12 months.
SBM provides complete installation drawings, foundation load data, and on-site commissioning engineers. Commissioning typically takes 4–8 weeks for a full crushing and grinding circuit. During this period, feed rate is ramped from 60% to 100% capacity in weekly steps to verify bearing temperatures, vibration levels, and product size distribution.
Spare parts packages are sized for 12 months of operation and shipped with the equipment. Remote monitoring connections let engineers review live data on crusher CSS, power draw, and temperature without travel. This cuts fault response time from days to hours for most non-mechanical issues.
Use a jaw crusher when feed size stays below 900 mm and plant capacity is under 1,500 tph. It is simpler to operate and maintain in remote sites. A gyratory crusher suits large-scale plants above 2,000 tph because it runs continuously without the reciprocating motion of a jaw — this reduces peak loads on the feed structure. Gyratory units also handle higher feed moisture better because the large opening does not plug as easily. For most mid-size iron ore projects, a jaw crusher in primary service is the standard choice.
Magnetite typically requires grinding to P80 75–100 µm for good liberation because the mineral grains are finely disseminated in hard silicate rock. Hematite often liberates at coarser sizes, P80 100–150 µm, especially in high-grade direct-shipping ore deposits. Always confirm with a mineralogical study on your specific sample. Grinding too fine wastes energy and generates excessive slimes that reduce separator efficiency. Grinding too coarse leaves locked particles that lower recovery below economic levels.
Yes, but the circuit must include pre-concentration to reject waste before grinding. Dry magnetic separation or XRT ore sorting can remove 30–50% of the ROM mass at feed sizes above 3 mm. This keeps the grinding circuit smaller and lowers energy cost per tonne of concentrate. Process economics also depend on your power tariff, concentrate selling price, and distance to port. Run a full financial model using your site-specific Bond Work Index, recovery data from bench-scale tests, and current iron ore market prices before committing to capital. Projects with power below $0.08/kWh and ore grades above 25% Fe are generally viable with a well-designed beneficiation circuit.
Iron ore processing works best when the circuit matches your ore type, grade, and production target. A magnetite plant and a hematite washing plant need different equipment, different layouts, and different control logic.
SBM designs and manufactures complete iron ore processing lines — from primary jaw crushers and cone crushers through grinding mills, magnetic separators, and dewatering equipment. Every solution starts with your ore data, not a catalog template.
Send us your ore sample report, target capacity, and product specification. Our process engineers will return a flowsheet, equipment list, and energy estimate within five working days. Contact our technical team to start the conversation.
Whatsapp:+8617329420102
Email: [email protected]
Address: No. 1688, Gaoke East Road, Pudong new district, Shanghai, China.
Online Service : Get Price



We value your feedback! Please complete the form below so that we can tailor our services to your specific needs.






