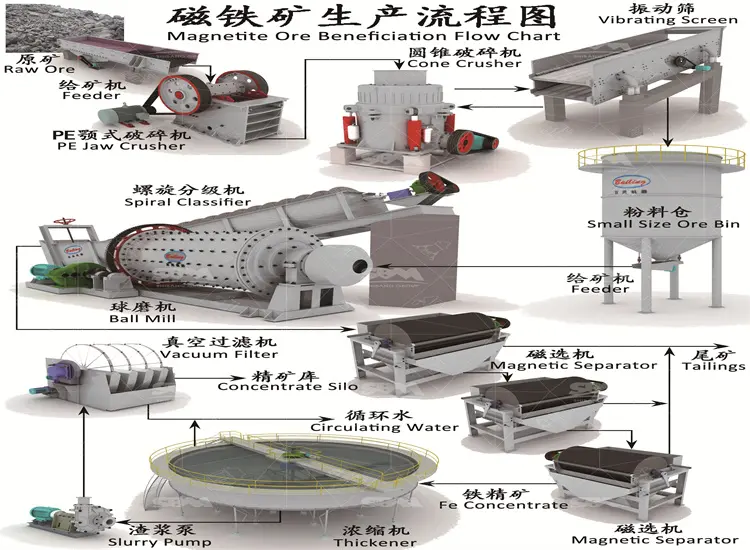
Magnetic separation pulls iron-bearing minerals out of mixed ore using magnetic force. It works on a simple idea — magnetic particles move toward a magnet, non-magnetic ones don’t. For iron ore plants, this method cuts processing cost and lifts recovery rate at the same time.
Magnetic separation is a physical process. It uses differences in magnetic properties to split iron minerals from gangue (waste rock). Iron ore contains minerals like magnetite (Fe₃O₄) and hematite (Fe₂O₃). These have different magnetic responses, so different equipment types are needed.
Magnetite is strongly magnetic — called ferromagnetic. Hematite is weakly magnetic — called paramagnetic. A low-intensity magnetic separator (LIMS) handles magnetite. A high-intensity magnetic separator (HIMS) or high-gradient magnetic separator (HGMS) handles hematite and other weak-magnetic iron minerals.
Every magnetic separator creates a magnetic field in a specific zone. When ore slurry or dry ore passes through that zone, magnetic particles feel a pulling force. That force moves them toward the magnetic surface. Non-magnetic particles keep moving forward and get discharged separately.
The magnetic force on a particle depends on three things: the particle’s magnetic susceptibility (χ), the field strength (H), and the field gradient (dH/dx). The relation is: F = μ₀ · χ · V · H · (dH/dx). Here, V is particle volume and μ₀ is permeability of free space. Higher field gradient means stronger separation — this is why HGMS machines use fine wire matrices to create steep gradients.
When you select magnetic separation equipment, these parameters shape your decision:
Not every iron ore responds to the same machine. Here’s a direct comparison to help you match equipment to ore:
| Separator Type | Field Strength (Gauss) | Suitable Ore | Feed Size | Typical Recovery | Process Mode |
|---|---|---|---|---|---|
| LIMS (Low Intensity) | 800–1,500 | Magnetite (Fe₃O₄) | 0–3 mm | 95–99% | Wet / Dry |
| MIMS (Medium Intensity) | 2,000–6,000 | Roasted ore, mixed ore | 0–2 mm | 88–94% | Wet |
| HIMS (High Intensity) | 6,000–16,000 | Hematite (Fe₂O₃), limonite | 0–1.5 mm | 80–92% | Wet |
| HGMS (High Gradient) | 15,000–25,000 | Fine hematite, siderite | 0–0.2 mm | 85–95% | Wet |
| Dry Roller Separator | 8,000–18,000 | Dry hematite, ilmenite | 0.1–3 mm | 75–88% | Dry |
Use LIMS as your first stage if your ore is mainly magnetite. Add HIMS or HGMS as a scavenging stage if your tailings still carry fine iron. Dry separation suits arid regions where water supply is limited.
Fine iron particles below 0.074 mm (200 mesh) often escape standard drum separators. The magnetic force on small particles is weaker because volume V is smaller in the force equation. So even high-grade fines end up in tailings — that’s direct economic loss.
The fix is staged separation combined with classification. First, run a hydrocyclone to split coarse and fine fractions. Then send fine fractions to HGMS, which uses a matrix of fine steel wool or grooved plates. The matrix creates field gradients above 1,000 T/m — enough to hold weakly magnetic fines. Plants using this two-stage approach typically recover 6–12% more iron from the same feed. That directly improves your concentrate yield without changing your ore input.

Low concentrate grade usually comes from two problems: incomplete liberation and magnetic flocculation. Liberation means the iron mineral must be physically separated from the gangue at the grinding stage. If your grind size is too coarse — say, 80% passing 0.15 mm instead of 0.074 mm — silicate and iron are still locked together. The separator can’t split what grinding didn’t unlock.
Magnetic flocculation happens when fine magnetite particles clump together and trap non-magnetic gangue inside the clump. The whole bundle gets pulled to the magnetic surface — gangue included. Solution: use a magnetic demagnetizer (AC coil) before the separator feed. It breaks up flocs and lets particles move independently. Grade improvement of 2–4% Fe is common after adding demagnetization to an existing circuit.
Clay minerals are sticky. When your ore carries more than 8–10% clay content, clay coats the drum surface and blocks magnetic contact. Throughput drops fast. Cleaning cycles increase. Downtime adds up.
Three practical steps address this. First, add a scrubbing stage before separation — a log washer or scrubber breaks clay coatings off ore surfaces. Second, increase water flow rate in the separation tank to help flush clay away. Third, use a drum with a larger diameter (1,050 mm or 1,200 mm) — it gives a longer magnetic zone and more time for particles to respond before discharge. Plants in tropical regions with lateritic iron ore often run scrubbing plus LIMS in series and hit consistent grade even with 15% clay feed.
Location: Inner Mongolia, semi-arid climate, winter temperatures down to −30°C. Feed ore: low-grade magnetite with 28% Fe feed grade, 15% quartz gangue, d80 = 0.12 mm after grinding.
Equipment used: three-stage LIMS circuit — rougher, cleaner, scavenger — using 1,050 mm diameter wet drum separators. Drum speed set at 28 rpm. Feed density maintained at 30% solids.
Operating data after 90 days of continuous run:
The plant operator noted that drum seal performance in cold climate was the main concern before startup. After switching to low-temperature grease and adding drum heating tape on feed boxes, no cold-weather seal failures occurred across two full winters. Maintenance team handled routine inspection every 30 days — mainly drum surface check and drive belt tension.

Location: Guinea, tropical climate, annual rainfall above 3,000 mm, high humidity. Feed ore: oolitic hematite with 38% Fe, significant silica and alumina content, high clay fraction near 12%.
Equipment used: scrubbing drum → desliming cyclone → HIMS (vertical ring type, field 12,000 Gauss) → concentrate thickener.
Operating data from 120-day trial period:
The site manager mentioned that humidity caused early corrosion on the control cabinet in the first month. After moving the cabinet into a sealed shelter with dehumidifier, no electrical faults appeared in the following 10 months. The automated matrix flushing system removed the need for manual cleaning, cutting labor hours on that task by roughly 70%.
Magnetic separation has a lower operating cost than flotation for iron ore — mainly because it uses no chemical reagents. Main cost drivers are electricity (for HIMS/HGMS coil power), water (for wet process), and wear parts (drum surface lining, bearing sets).
A typical LIMS circuit for magnetite processing uses 1.5–2.5 kWh per ton of ore. HIMS for hematite uses 3–5 kWh per ton — higher because of electromagnet power draw. HGMS superconducting units use less electricity but carry higher capital cost.
Plants that upgrade feed grade from 30% Fe to 65% Fe typically see payback periods of 18–36 months depending on iron price and local power cost. Adding a scavenging stage on existing tailings often delivers the shortest payback — capital cost is low, but recovered iron comes at nearly zero feed cost.
Long-term value comes from reducing tailings volume. Less tailings means lower dam management cost and less environmental liability — both increasingly important under tightening mining regulations worldwide.
Wet drum separators need a level concrete foundation with vibration isolation pads. Foundation load calculation should use 1.5× equipment weight as design load. Feed box inlet needs a steady slurry flow — fluctuating feed causes grade variation.
Commissioning steps follow a standard sequence:
Remote support is available via data logger connection — key parameters like motor current, bearing temperature, and feed flow get transmitted for review. On-site support is dispatched for major issues. Spare parts kits covering the first 12 months of operation ship with the equipment.
Yes, but the circuit design changes. At 20–25% Fe feed, you need a rougher stage with high-capacity drums to handle large volumes of low-grade feed, followed by cleaner and scavenger stages to pull grade up. Recovery rate on very low-grade feed is usually 80–90% — lower than high-grade feed because more iron is finely disseminated in gangue. HGMS is often added as the final scavenging stage to catch fine iron that LIMS misses. Pre-concentration using a dense media separator (DMS) before magnetic separation can also cut the volume of material entering the magnetic circuit — this reduces equipment size and energy cost.
These terms describe how the feed slurry moves relative to the drum rotation direction — and they change separation behavior significantly.
Most plants use concurrent for rougher, counter-rotation or counter-current for cleaner stages. Mixing configurations in a series circuit optimizes both grade and recovery at the same time.
A full overhaul is typically done every 3–5 years for wet drum separators in continuous operation. But targeted inspections happen more frequently — every 3–6 months for most components.
Parts that wear fastest:
Keeping a log of actual wear rates from your first year of operation lets you set realistic replacement schedules — it’s more accurate than generic manufacturer figures because your ore abrasiveness and feed rate differ from test conditions.
Magnetic separation is not one-size-fits-all. Magnetite ore needs LIMS. Hematite and mixed ores need HIMS or HGMS. Clay-heavy feeds need scrubbing first. Fine-grained ore needs classification before separation. Each condition changes which equipment goes where in your flowsheet.
Getting the flowsheet right at the start saves money — wrong equipment selection leads to either poor recovery (losing iron in tailings) or over-investment (buying HGMS when LIMS would do the job). A bench-scale or pilot test on your actual ore sample is the most reliable way to confirm which configuration fits before you commit to full-scale purchase.
We manufacture magnetic separators from LIMS to HGMS, along with full beneficiation plant layouts. Our engineering team reviews ore sample data and proposes a tested configuration — not a generic catalog solution. If your project is in the planning stage or you’re looking to upgrade an existing circuit, send us your ore analysis and production target. We’ll come back with a concrete proposal including equipment sizing, flowsheet, and estimated recovery data.
Contact us through the inquiry form below or reach out directly to our technical sales team. Custom solutions, spare parts supply, and commissioning support are all part of what we provide.
Whatsapp:+8617329420102
Email: [email protected]
Address: No. 1688, Gaoke East Road, Pudong new district, Shanghai, China.
Online Service : Get Price










We value your feedback! Please complete the form below so that we can tailor our services to your specific needs.
